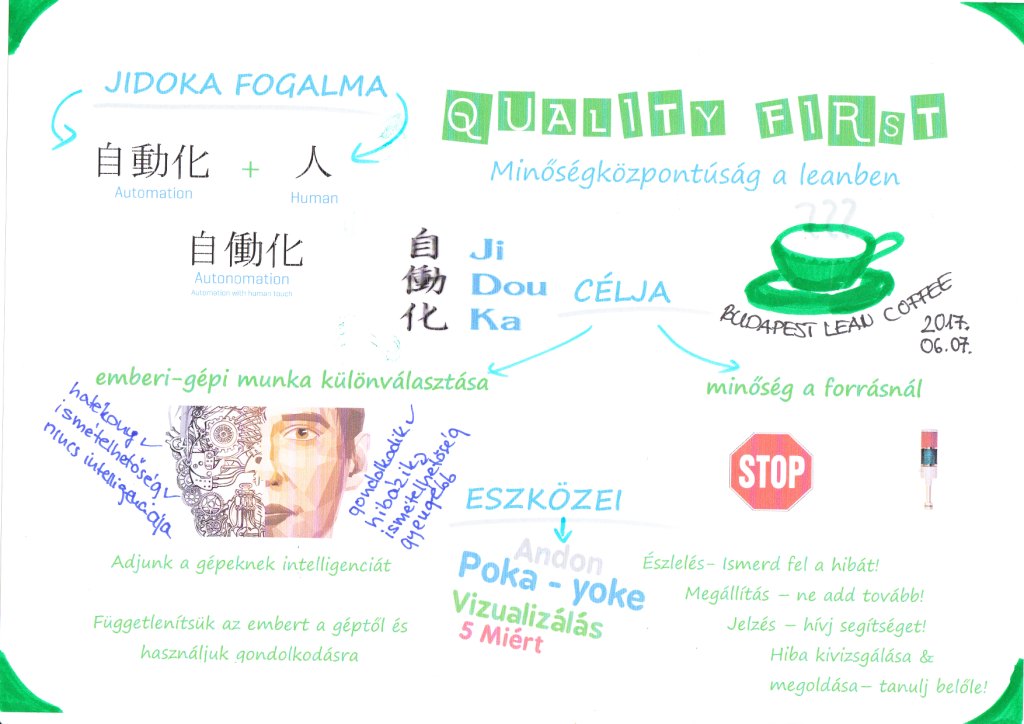
„ Állítsuk meg a folyamatot, hogy annak soha ne kelljen megállnia” – a Toyota Termelési Rendszer egyik alappillére a Jidoka minőségszemlélet. Hogyan értelmezzük helyesen a Jidoka elvét és milyen eszközöket használunk a gyártásban vagy akár a szolgáltatási folyamatoknál a beépített minőség megvalósításához?
A lean menedzsment kapcsán az elmúlt több mint 20 év alatt rengeteget halottunk, tanultunk a JIDOKA és a JIT fogalmáról. Mindkettő a TPS alappillére, a Toyota rendszerében azonos prioritással, kéz a kézben járnak. A JIT rendszerek számára elengedhetetlen, hogy nulla hibával működjenek, hiszen a véletlen hibák megszakítják a gyártási folyamatot, az áramlását.
Ha rákeresünk a Google-ben a két kifejezésre, a találati arány jól tükrözi a lean bevezetés kapcsán a két pillérre vonatkozó „figyelmet” , ahol a JIT nagy fölénnyel “nyer”. A JIT filozófiával automatikusan összekötjük a lean-t, könnyen értelmezhető és kézelfoghatóbb is. A Jidoka elve – mely a szövőszékből, a Toyoda család fejlesztései által fejlődött ki – az eszközhasználaton túl egy nehezebben látható, mögöttes gondolkodás és cselekvésmód. Ha egy hibát felfedeznek, a gyártás megállítása azonnal és kényszerűen a problémára irányítja a figyelmet. A megállás ugyan lassabb termelést von maga után, de ez segít hamarabb felfedezni és megoldani a problémákat és megakadályozni a rossz beidegződéseket. Az este folyamán rendszerbe szedtük a Jidoka elveit, megvalósulásái formát és példákat gyűjtöttünk a beépített minőség helyes értelmezésére. (hétköznapokban, gyártásban, szolgáltatásban) Az ember hibák kapcsán elkalandoztunk az automatizálás és Ipar 4.0 területére is, de a vége mindig a Toyota…
ECRS megközelítés – karakuri kaizen – small group activities – 3S
vathy edit
Japán a Kaizen hazája – tanulni, tapasztalni és inspirációkat gyűjteni utaznak szakértők, lean szakemberek évről-évre a magyar AOTS Társaság szervezésében. Lean Coffee csapatunkból idén tavasszal négyen vettek részt termelés és- minőségmenedzsment témájú képzéseken, rengeteg új információval és élménnyel hazatérve. A találkozót a Japánban tapasztaltak, tanultak megosztásával kezdük, az alábbi főbb témák mentén :
ECRS megközeltés: A Training Within Industry, TWI programot a a II. világháború alatt a szükségszerűség hívta életre az Egyesült Államokban. A TWI programok segítségével nagy számban képeztek ki olyan dolgozókat, akik nem rendelkeztek megfelelő képzettséggel és gyakorlattal a végrehajtandó tevékenységek terén ill. olyan vezetőket akik képesek voltak a dolgozók munkáját szervezni és tanítani őket. Ezt a hatékony módszert a Toyota is alkalmazta az 1950 évek elejétől, első elemeként a Job Methods néven futó programot vették át majd folyamatosan kiegésztítték TPS elemeivel. Az Industrial Engineering képzésünk kapcsán a TWI programban leírt ECRS megközelítés lényegét és jelentőségét ismertettük a csapattal, melynek jelentőségét Japánban egy 2 napos gyakorlati feladat keretében is volt alkalmunk megtapasztalni. Minden kaizen (fejlesztési) tevékenység végrehajtásánál javasolt és követendő sorrend:
Eliminate: Melyek azok a tevékenységek, mozdulatok, amelyek elhagyhatók? [veszteségek felszámolása]
Combine: Van olyan tevékenység melyet másikkal együtt párhuzamosan (egyidejűleg) lehet végezni? [két kéz használata]
Rearrange: Más sorrendben (helyen, személy által) végezve a tevékenységeket azok hatékonyabbak, eredményesebbek lehetnek? [időmérések, elemzések alapján]
Simplify: Hogyan lehetne a tevékenységeket egyszerűbben (könnyebben) elvégezni? [jig-ek, automatizálás, karakuri kaizen..]
A munkavégzés egyszerűsítésére és könnyebbé tételére nagyszerű példákat láttunk karakuri kaizen megoldásokkal. Az Ipar 4.0 küszöbön az automatizálás egyre nagyobb hangsúllyal bír. Míg a klasszikus automatizálás a high-tech robotizálást jelenti, a lean-ben alkalmazott karakuri kaizen kifejezés alatt könnyen bevezethető automatizálásról beszélünk amely tisztán mechanikán alapul. A mozgási energia okos kihasználásával veszteségeket célzó fejlesztéseket hajhatunk végre – kis beruházással. Az egyszerű gépek* alkalmasak arra, hogy egy adott terhet annál lényegesen kisebb erővel mozgassunk meg, nagyobb munkavégzési út megtétele árán. Youtube-on sok tanulságos példát találunk a “karakuri kaizen” keresőszóval – melyekből találkozón is megnéztünk párat. Szóval bátran az ötletekkel, japánban ezeket a megoldásokat jellemzően a gyártósoron dolgozó munkatársak találják ki! ( *Emelő – Lejtő – Ék – Csiga– Hengerkerék – Csavar )
Small group activities: A minőségkörök mozgalomnak nagy hagyománya és múltja van Japánban. Deming és Juran látogatásai és tanításai után Japánt nagymértékű minőségkultúra fejlődés jellemezte az 1950-es évek végén. Célul tűzték ki, hogy a minőségközpontúság ne csak kampányjellegű fellángolás, hanem egy folyamatos, minden alkalmazottat bevonó kultúrává váljon a vállalatoknál . Az 1962-ben a JUSE (Union of Japanese Scientists and Engineers) által kiadott havi magazin (Gemba –to –QC) már célul tűzte ki a minőségkörök kialakítását – a lapot olvasó dolgozók és sorvezetők az újság tanításait használva kialakították a minőségkörök működésének kereteit. Az első minőségkört 1962-ben jegyezte be a JUSE, ezután gyors ütemben nőtt a számuk országszerte. A minőségkörök célkitűzései között megtalálható a kellemes munkahelyi környezet kialakítása, az ellenőrzött állapot létrehozása épp úgy mint az emberi kapcsolatok javítása és a minőségbiztosítási rendszer fejlesztése. A minőségkörök célja a saját területen történő minőségfejlesztés és önképzés, a problémáknak a fellépés helyén történő megoldásával melyet 3-10 főből álló dolgozói csoport ill. a kör vezetője (műszak vagy sorvezető) végez. A minőségkörökben a termelésben közvetlenül résztvevő munkatársaké a főszerep, akik ez által felelőssé vállnak a minőségért. A fő cél a normál működés javítása és nem a rossz minőség gyógyítgatása. A körök a PDCA (Plan, Do, Check, Act) filozófiát alkalmazva folyamatosan keresik a fejlesztés lehetőségét, mihelyt egy problémát megoldanak, kijelölik a következőt. A tavaszi tanulmányút alkalmával az egyik vállalatnál bemutatásra került a napjainkban “small group activity” néven ismertebb csoportos tevékenység, melynek során a körök sok kaizen által járulnak hozzá a folyamatos fejlődéshez. Cél a havi 30 kaizen, melyek a klasszikus minőségfejlesztési célok mellett irányulhatnak a munkabiztonság, a karbantartás vagy az energiafelhasználás javítására is. Minden alapja az 5S, melyet a meglátogatott cégnél “5S őrjárat”, “női 5S vezetői megbeszélés” formájában működtetik, promótálják.
És ha már az 5S szóba került, érdekes megtapasztalás volt Japánban, hogy a 3S-t népszerűsítik és erősítik. 3S akciókat, előadásokat és konferenciákat szerveznek pl. egyetemek a vállalatok részére, de éppúgy a köztereken, és egyéb non profit területen is tartanak 3S megmozdulásokat. Az első 3 lépés szól ugyanis a tényleges tevékenységről (aktív lépések), melyet nap mint nap követni és gyakorolni szükséges a munkatársakkal.
3S
Az érintett témákhoz nagyon érdekes és elgondolkodtató beszélgetések kapcsolódtak – áprilisban egy nagyon szuper csapat jött össze 3 órára 🙂
Májusban termeléstervezés és ütemezés témával várunk mindenkit!
Az idézet talán ismerős, de hogy mennyire igaz is, azt a vállalatok általában saját tapasztalatból tanulják meg. Cégkultúrától, vezetéstől függ, mekkora súllyal esik a latba a jövőkép megálmodás, tervezés majd a 5-10-20 éves tervek lebontása éves ill. napi szintű operatív kihívásokká. Mint ahogy az is, hogy “csak” leant akarunk bevezetni, vagy a vállalatunkat folyamatosan fejlesztve, mind magasabb szinten kielégíteni a a vevők és az egyéb érdekelt felek igényeit.
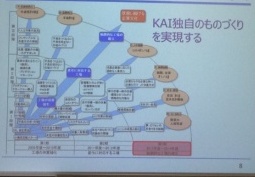
Professzor Nomura nevéhez fűződik a találkozó nyitásaként ismertetett “Company Road Map” megközelítés, mely tulajdonképpen egy hosszútávú Kaizen vízió, a QCD elvek mentén kitűzütt célállapotok és fejlesztési célok éves szintre / fejlesztési szakaszokra lebontott megjelenítésével. A Road map a felsővezetés által, a középvezetők bevonásával készül el min. 6-8 éves időszakra és megelőzi egy alapos helyzetfemérés, hogy pontosan megismerjük a jelen állapot nehézségeit, kihívásait, erősségeit és lehetőségeit is. (Swot analízis, 7satisfaction vizsgálat). Jelen teljesítményünk ismeretében már reálisabban határozhatjuk meg az ideális állapotot és a kettő közötti “gap” pontos ismerete (mérőszámai) segít a megfelelő időtengelyre helyezni a célállapotokat. A (jó)Road map elkészítéséhez a lean szemlélet szerinti gondolkodás és megértés elengedhetetlen – itt nem a lean bevezetése a cél, hanem a lean elvek és eszközök alkalmazása és használata által a vállalati szinten meghatározott üzleti célok mentén a megálmodott termelési rendszer megvalósítása. A fő elvek a Toyota óta nem változtak – Cost -Quality -Delivery – a számokat a fejlettségi szinttől függően az adott szervezet kell mellétegye.
A Road map sikeres alkalmazására számos példát láttunk Japánban – bár alapavetően a vezetés készíti el, a vállalat minden szintjén kommunikálásra kerül és transzparensen megjelenik a mindennapokban. Vizuális, könnyen értelmezhető és irányt mutat. Ha az irány adott és ismert, az akarat azonos, az eredmény is gyorsabban jön és a siker újabb lendületet ad. Az elköteleződés kiépítése és az első lépések természetesen mindenhol sok energiát és kitartást irigyelnek, de a tapasztalatok azt mutatják, hogy néhány éven belül meghozzák az eredményt. (nem néhány hét vagy néhány hónap – a hosszútávú stratágia megvalósításához következetesség és kitartás kell.)
Bár idehaza is több nagyvállalat tervez akár 10-20 éves távra is, jellemzően a vállalatvezetők 1-2 évet látnak (mernek látni?). Szeretnénk, ha ez a megközelítés változna és azt gondoljuk, ha a vezetés tudatosan dolgozik rajta, és a folyamatos fejlesztés gondolatiságát követi, a megálmodott, majd konkrét számokba és cselekvési tervekbe fordított jövő elérhető és megvalósítható lesz. A változást nehezítő akadályokról, a vállalati és nemzeti kultúrák különbözőségeiről hosszasan beszélgettünk – egyben egyetértettünk: rajtunk nem fog múlni a hosszútávú tervezés népszerűsítése – a Road Map pedig kíváló eszköznek tűnik:-)
Köszönjük, hogy jöttetek – áprilisban is várunk minden érdeklődőt!
Lean Apps: what are the customer needs and what for data can support them?
With the help of digital technology and mobile applications today’s manufacturing professional can quickly access the latest production statistics, track inventory, check the downtimes at the touch of a finger. Are the data relaible? Are the decisions based on numbers -data-facts?
Ha kicsit körülnézünk az interneten, ma már lean témakörben is bőven akad elérhető applikáció, csak néhányat említve: Kaizen event organiser, 5S audit, 7waste audit, OEE követés…. Hogyan támogathatja egy applikáció a fejlesztésben tevékenykedő szakemberek, munkatársak napi tevékenységeit? Milyen előnyt adhat alkalmazásuk és mekkora a piaca?
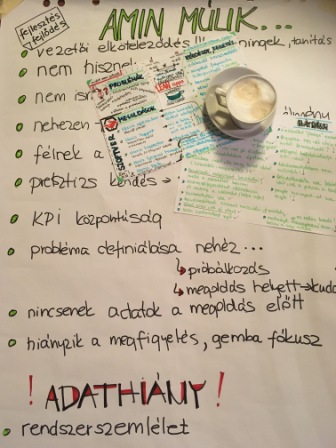
A kérdés megválaszolásához Perecz Péter lean szakembert kértük fel, aki a februári találkozón a saját fejlesztései példáin keresztül vezette be a csapatot a témába. Első lépésként közösen összeszedtük azokat a legfőbb okokat, melyek a szervezetek életében tipikus akadályai a fejlesztési tevékenységeknek, a sikeres problémamegoldásnak. Vezetői hozzáállás, vállalati kultúra, tudáshiány / képzési problémák, nem megfelelő problémaértés, hiányzó megfigyelések és legfőkébb az adatok hiányában történő nem megfelelő döntések kerültek fel a flipchart papírra.
Ezután egy beszédes, stílusos prezentáció következett a Haris Engineer applikációkról. Az alkalmazás a megfelelő minőségű adatgyűjtésben és feldolgozásban, valamint az ezek kapcsán definiált feladatok menedzselésében, követésében ad segítséget. A több modulból álló csomag egyszerűen kezelhető felülettel, gyors adatrögzítési lehetőséggel, könnyen értelmezhető grafikus kiértékelésekkel és jól követhető / priorizálható feladatkezelővel segíti a gyártóberendezésekkel kapcsolatos állásidők és egyéb veszteségek fejlesztését. A programról bővebb információ a http://www.haris-engineering.com/applicationsoldalon olvasható.
Miután Péter bemutatta a fejlesztés jelen állapotát, a csapat (mint potenciális jövőbeni felhasználó) összegyűjtötte a szoftverrel kapcsolatos egyéb “vevői igényeket”, illetve azokat a pontokat vettük sorra, melyek piacképesebbé teszik a terméket és a mielőbbi bevezetést segítik.
A téma kapcsán sok-sok mellékszálon elindult a beszélgetés de összességében egy nagyon értékes és elgondolkodtató 3 órát töltöttünk együtt, melynek végén kicsit belülről is megértettük a fejlesztő nyitott kérdéseit, az applikációfejlesztés összetett feladatait. Talán nemcsak a téma, a helyszín is nagyon inspirálta a csapatot – ezúton is köszönjük a Bono Design stúdiónak az isteni szendvicsket és finom kávét:-)
Köszönjük, hogy jöttetek március 8.-án új témákkal az Esernyősben találkozunk!
Lean is everything that is good, and everything good is lean? We talked about a great book, which is a “must-read” for managers and employees as well…
Budapest Lean Coffee, 2017.01,04
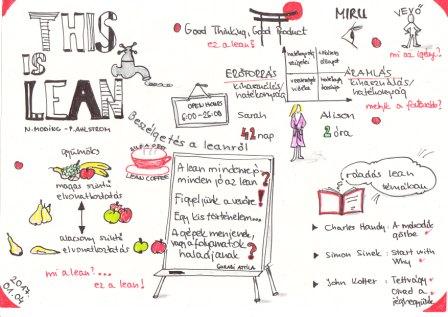
A lean menedzsmentről az elmúlt évtizedekben rengeteg könyv jelent meg, az amazon.com több mint 7000 találatot listáz… választottunk egyet a listából, egy megközelítésében és tartamában is unikális könyvet a Niklas Moding – Par Ahlstrom szerzőpárostól.
A könyvismertetőt Gurabi Attila tartotta, az előadást egy egyszerű kérdéssel kezve: A lean mindenre jó és minden ami jó az lean? Az előadás során értelmeztük a Resource efficiency és a Flow efficiency fogalmát, a vevő igény és a MIRU fontosságát ill. lean értelmezésének különböző szintjeit.
A storykkal színesített előadás izgalmas “kostoló” volt a könyvhöz – további érdekes és “ráeszmélő” részeket hagyva a leendő olvasóknak. Mindenkinek ajánljuk olvasásra!: a téma ismerőinek az új nézőpont, megvilágítás miatt, a leannel csak ismerkedők számára pedig a könnyed, egyszerű értelmezhetőség, nagyszerű példák és tanulságok miatt. Attilának köszönjük szépen a szuper előadást:-)
A kanban táblára gyűlt ötletek közül a “Motiváció kontra hatékonyság” témánál arra kerestük a választ, mik a vezető lehetőségei/eszközei a munkatársak hatékonyabb és örömtelibb munkavégzésének elősegítéséhez. Persze a válasz szervezetenként, csoportonként, vezetőként eltérő lehet, mi párat átbeszéltünk, mgvitattunk: feszes határidők – fogékony réteg motiválása – “szeretem feladatok” megtalálása – miértek megválaszolása…
budapest lean coffee
“Hogy vonjuk be a munkatársakat a folyamatos fejlesztésbe” -így hangzott a második téma hívókérdése, amire sok jó felvetés, bevállt tapasztalat megosztásra került. Nem meglepő módon, minden javasolt ötlet az egyén , a munkatársak felhatalmazása és fejlesztése köré csoportosult.
Zárásként a sok vállalaltnál bevezettett ötlemenedzsment rendszerek hatékonyságáról, sikerének kulcsáról, a buktatók veszélyeiről beszélgettünk.
Köszönjük, hogy jöttetek, februárban Lean applikációkkal folytatjuk:-)
Ünnepi hangulatban nyitottuk a decemberi találkozót ugyanis:
2éves a Budapest Lean Coffee fórum ! Ennek alkalmából stílusos (és nagyon finom) torta is került az asztalra 🙂
Tortázás közben végignéztük az elmúlt hónapok eseményein készült fotókat, röviden felelevenítve a témákat és eseményeket – majd belevágtunk a szakmai beszélgetésbe:
Az 5S módszernek mára vitathatatlan jelentősége van – az iparon kívül irodai környezetben, bankokban, korházakban is sikeresen alkalmazzák. De hogyan értelmezzük az 5S szemléletét a vállalati működésen, munkakörnyezeten túl? Mit jelent és mit adhat az japán módszertan követése a magánéletben, otthoni környezetünkben?
5S HOME vs Workplace
A témát az “5S-t jól, 5S at Home” című szakmai cikkünk logikája alapján dolgoztuk fel – az ipar és magánélet párhuzamba állításával pontrol pontra, példákkal és történetekkel színesítve értelmeztük az 5S módszertant.
Az előadást ezúttal Váthy Edit és Pető Sándor tartotta.
A közös gondolkodás ösztönzésére World Café módszerrel ötletelt a csapat az 5S Home szerinti gondolkodás ismertebbé tételére – nagyon jó, kreatív gondolatokkal és javaslatokkal. Folytatást mindenképp tervezzük , és nagyon köszönjük mindenki aktív részvételét!
Optimizing production performance and logisitics with Plant Simulation – applying lean manufacturing principles:-)
Szakértelem és szoftvermegoldás találkozása:-) –
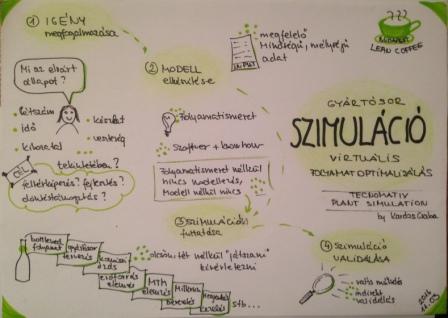
A novemberi Lean Coffee-n a Tecnomatix szimulációs megoldásaival ismerkedtünk – lean alapelvek mentén gondolkodva. A szoftver általános bemutatása után az eredményes szimulációk elkészítésének főbb lépéseit vettük végig -átbeszélve a pontok végrehajtásához szükséges előfeltételeket, módszereket :
IGÉNY megfogalmazása: mi az elvárt állapot, mi a jelen helyzet
MODELL elkészítése: folyamatismeret nélkül nincs modellezés – modell nélkül nincs szimuláció…
SZIMULÁCIÓ futtatása: “olcsón, tét nélkül játszani”
VALIDÁLÁS: valós működésssel vagy indirekt úton.
A majd 3 órás bemutató legizgalmasabb része volt a már kész, esettanulmányként ismertetett szimulációk megnézése ill. a MTA Sztaki munkatársával – Kardos Csaba – és a résztvevőkkel folytatott szakmai beszélgetés a szoftver alkalmazási lehetőségeiről és tapasztalatairól. Sok új gondolatokkal, hasznos információkkal zártuk az estét. Ezúton is köszönjük az értékes előadást!
A Herendi Porcelánmanufaktúra Zrt. a világ legnagyobb porcelánmanufaktúrájaként, a hagyományok tisztelőjeként és kézműves porcelángyártóként, nyereséges vállalkozásként működik. Herend a tradíció és innováció egyensúlyát valósítja meg, működési modelljében a lean szemlélet alapelvei is meghatározóak.
A luxust, minőséget és egyediséget is képviselő vállalat vezetői nyitottak a megszerzett tapasztalatok megosztására – ennek köszönhető, hogy a Budapest Lean Coffee tagjai közül már többünknek volt alkalmunk a kivételes gyárlátogatásra. Legutóbb Ladosinszki István és Gellért Péter vett részt egy szakmai gyárlátogatáson melynek tapasztalatait és tanulságait megosztották a csapattal.
A sok színes és érdekes információ mellett sokat hallhattunk az érték mentén történő gondolkodásról, a tudásmegosztásról, a minőségtudatot erősítő tevékenységekről. Összegezve elmondható, hogy a vállalatnál a lean (szerencsére) nem eszközök sokaságában van jelen, a lean gondolkodás sokkal inkább az alábbiakban tettenérhető: személetváltás, együttgondolkodás, a tanulás/tapasztalás során megtett úton szerzett sikerek és kudarcok tanulságainak továbbgondolása…Köszönet az előadásért Istvánnak és Péternek, aki teheti látogassa meg ezt a kívételes gyárat!
A warm up témánk után szavazás következett, melyből a problémák vizualizálását és hatékonyabb feldolgozását segítő cédulázási téma nyerte el a többség érdeklődését. A hosszú szakmai “vita” után abban egyetértett a csapat, hogy a problémák fizikai helyének megjelölése és a megoldási folyamat nyomonkövetése nagy segítség mind a vezetés, mind a munkatársak számára. A problémák íly módon történő vizualizálása látványos, külső (szakértő) szem számára pedig egy őszinte és a problémákat nyiltan vállaló, megoldás központú vállalat benyomását kelti. A Duál kártya használata a vezetés számára jelenthet hatékonyabb megoldást és időmenedzment szempontjából segítshet.
Köszönjük mindenkinek az aktív részvételt, novemberben 2.-án találkozunk!
Lean in the supermarket – with the power of A3 thinking!
Szeptemberi találkozónkón Orosz Nagy Szilviát, az Auchan Magyarország senior manager-ét köszönthettük körünkben, akinek a közreműködésével a hipermarket csepeli áruháza a vállalaton belül elsőként kezdte el alkalmazni a lean gondolkodást . Szilvi egy nagyon lendületes és gyakorlati beszámolót tartott a csapatában elindult lean szemléletváltás eredményeiről és tapasztalatairól, nehézségekről és sikerekről.
Papír és ceruza – személyes megfigyelések, gemba járás – bevonás, emberek fejlesztése. A válallatnál zajló problémamegoldási és tanulási folyamatoknak az A3 ad keretet és napi rutint.
A csatolt A3 prezentációnak nem csak vizuális összefoglalója zseniális, de a mögöttes munka és a tanulási folyamat is sem mindennapi. Gratulálunk Szilvinek és csapatának és örülönk, hogy megosztotta velünk tapasztalatait!












 BLC Team
BLC Team{kind=link}